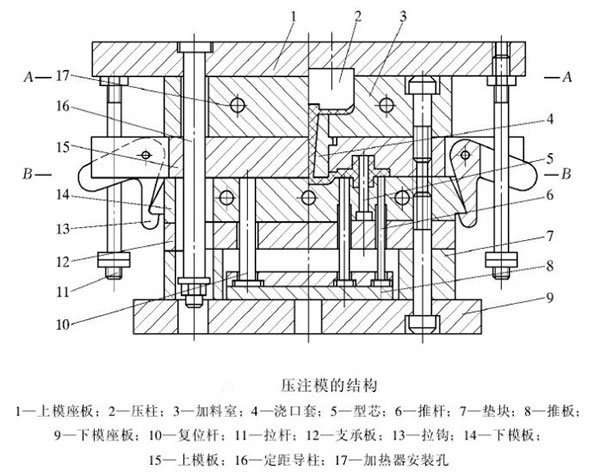
如下图所示为典型的固定式压注模,由压柱、上模、下模三部分组成,打开上分型面 A—A面取出主流道凝料并清理加料室;打开下分型面 B—B 面取出塑件和分流道凝料。
压注模由以下几部分组成:
(1)型腔
成形塑件的部分,由凸模、凹模、型芯等组成(如图中5、15),分型面的形式及选择与注射模、压缩模相似。
(2)加料室
由加料室3和压柱2组成,移动式压注模的加料室和模具本体是可分离的,开模前先取下加料室,然后开模取出塑件。固定式压注模的加料室是在上模部分,加料时可以与压柱部分定距分型。
(3)浇注系统
多型腔压注模的浇注系统与注射模相似,同样分为主流道、分流道和浇口,单型腔压注模一般只有主流道。与注射模不同的是加料室底部可开设几个流道同时进入型腔。
(4)导向机构
一般由导柱和导柱孔(或导套)组成。在柱塞和加料室之间,型腔分型面之间,都应设导向机构。
(5)侧分型与抽芯机构
压注模的侧向分型抽芯机构与压缩模和注射模基本相同。
(6)脱模机构
由推杆6、推板8、复位杆10等组成,由拉钩13、定距导柱16、可调拉杆11 等组成的两次分型机构是为了加料室分型面和塑件分型面先后打开而设计的,也包括在脱模机构之内。
(7)加热系统
固定式压注模由压柱、上模、下模三部分组成,应分别对这三部分加热,如图所示,在加料室和型腔周围分别钻有加热孔,插入电加热元件。移动式压注模加热是利用装于压机上的上、下加热板,压注前柱塞、加料室和压注模都应放在加热板上进行加热。